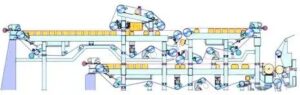
Selecting the right forming fabric—also called forming mesh, forming wire, or forming cloth—is critical for mill efficiency, paper quality, and cost control. As a mill engineer, your choice directly impacts the performance of the paper machine forming fabric in the forming section, where pulp transforms into a continuous paper web. Below are 7 actionable steps to simplify this process, with insights tailored to real-world papermaking challenges.
Table of contents:
1. Determine product and performance goals
2. Understand paper grade and quality
3. Analyze fabric construction
4. Compare fabric construction and material options
5. Balance Drainage Index (DI) with Fiber Support Index (FSI)
6. Evaluate durability and lifecycle costs
1. Determine product and performance goals
1.1 Define Core Objectives for Your Paper Machine Forming Fabric Selection
Before evaluating options, clarify your core performance goals to avoid misalignment with production needs. Ask: What output speed do you need your paper machine forming fabric to support? Are you prioritizing reduced downtime, improved fiber retention, or faster drainage?
For example, a mill producing high-volume packaging paper will focus on a durable forming section fabric that handles heavy loads, while a tissue mill may prioritize a forming mesh that enhances softness. Boldly align your selection with non-negotiables: if your mill targets 24/7 operation, prioritize forming fabric durability over short-term cost savings. This step ensures every choice ties back to your mill’s unique KPIs, preventing costly mismatches between fabric and production goals.
1.2 Quantify KPIs to Avoid Ambiguity in Forming Fabric Selection
Vague goals lead to inconsistent forming fabric choices—quantify key metrics to set clear benchmarks. For instance, instead of “improve drainage,” specify “increase Drainage Index (DI) by 15% to reduce press section load.” For fiber retention, set a target like “lower fiber loss to <2% via enhanced Fiber Support Index (FSI) in the paper forming fabric.” Other quantifiable KPIs include:
- Production speed targets (e.g., 1,200 m/min for packaging paper, 800 m/min for tissue)
- Downtime limits (e.g., <2 hours/month for fabric replacement)
- Quality thresholds (e.g., <5% variation in paper thickness for printing grades).
Quantification helps you compare forming wire options objectively—you’ll know exactly which product meets your numeric goals, not just “feels like a good fit.”
1.3 Align Goals with Mill’s Long-Term Operational Plans
Your forming fabric choice should support future plans, not just current needs. If your mill plans to switch from standard packaging paper to heavy-duty corrugated base paper in 12 months, select a polyester forming fabric that can handle the higher tensile stress of the new grade—avoid investing in a forming cloth only suitable for your current output. Similarly, if you’re upgrading your paper machine to run 10% faster next quarter, choose a forming section fabric with abrasion resistance rated for the higher speed. Long-term alignment prevents “quick-fix” purchases that require premature replacement, saving you 20–30% in lifecycle costs over 2 years.

2. Understand paper grade and quality
2.1 Map Paper Grade Requirements to Forming Mesh Characteristics
Different paper grades demand distinct forming mesh properties—ignoring this leads to inconsistent quality or wasted resources. A simple breakdown of grade-specific needs (see Table 1) helps narrow your options:
| Key Forming Fabric Requirements | Critical Keywords |
|---|---|
| Excellent fiber support, smooth surface | paper forming fabric, FSI |
| High durability, high tensile strength | polyester forming fabric, DI |
| Fine weave, good drainage, soft web formation | forming cloth, fiber retention |
For instance, printing paper requires a paper forming fabric that minimizes fiber loss (boosting FSI) to ensure uniform opacity. In contrast, packaging paper needs a rugged forming wire that resists abrasion during high-speed production. By linking grade specs to forming fabric traits, you eliminate options that can’t deliver the quality your customers expect.
Always ask: Does this forming mesh match the thickness, strength, and surface finish of my target paper grade?
2.2 Analyze Quality Standards (e.g., ISO, TAPPI) and Their Impact on Forming Wire Choice
Industry standards set non-negotiable quality benchmarks that your forming wire must support. For example:
- ISO 9706 (paper for printing and writing) requires consistent opacity—this demands a forming fabric with high FSI to prevent fiber clumping.
- TAPPI T404 (paper thickness) mandates <3% variation for packaging grades—achievable only with a forming mesh that distributes pulp evenly.
- Tissue-specific standards (e.g., softness ratings) rely on a fine-weave forming cloth that avoids leaving harsh impressions on the web.
If your mill exports paper, ensure your papermaking forming fabric helps meet international standards—choosing a fabric that falls short can lead to rejected shipments. For example, a European client may reject printing paper with uneven opacity, even if it meets local standards, because your forming fabric lacked sufficient FSI.

2.3 Address Grade-Specific Challenges with Targeted Forming Fabric Solutions
Every paper grade has unique pain points—your forming fabric should solve them directly. For example:
- Coated paper (used in magazines) often suffers from “print-through” (ink bleeding through the sheet).
- Fix: Select a paper machine forming fabric with a tight weave to create a dense web that blocks ink.
- Kraft paper (packaging) may tear during conversion if the web has weak spots.
- Fix: Choose a multi-layer polyester forming fabric that distributes tension evenly, reducing weak points.
- Tissue paper can feel rough if the forming mesh has a coarse surface.
- Fix: Opt for a satin-weave forming cloth with polished yarns to enhance softness.
By matching forming fabric features to grade challenges, you turn a “one-size-fits-all” purchase into a targeted solution that improves quality and reduces waste.
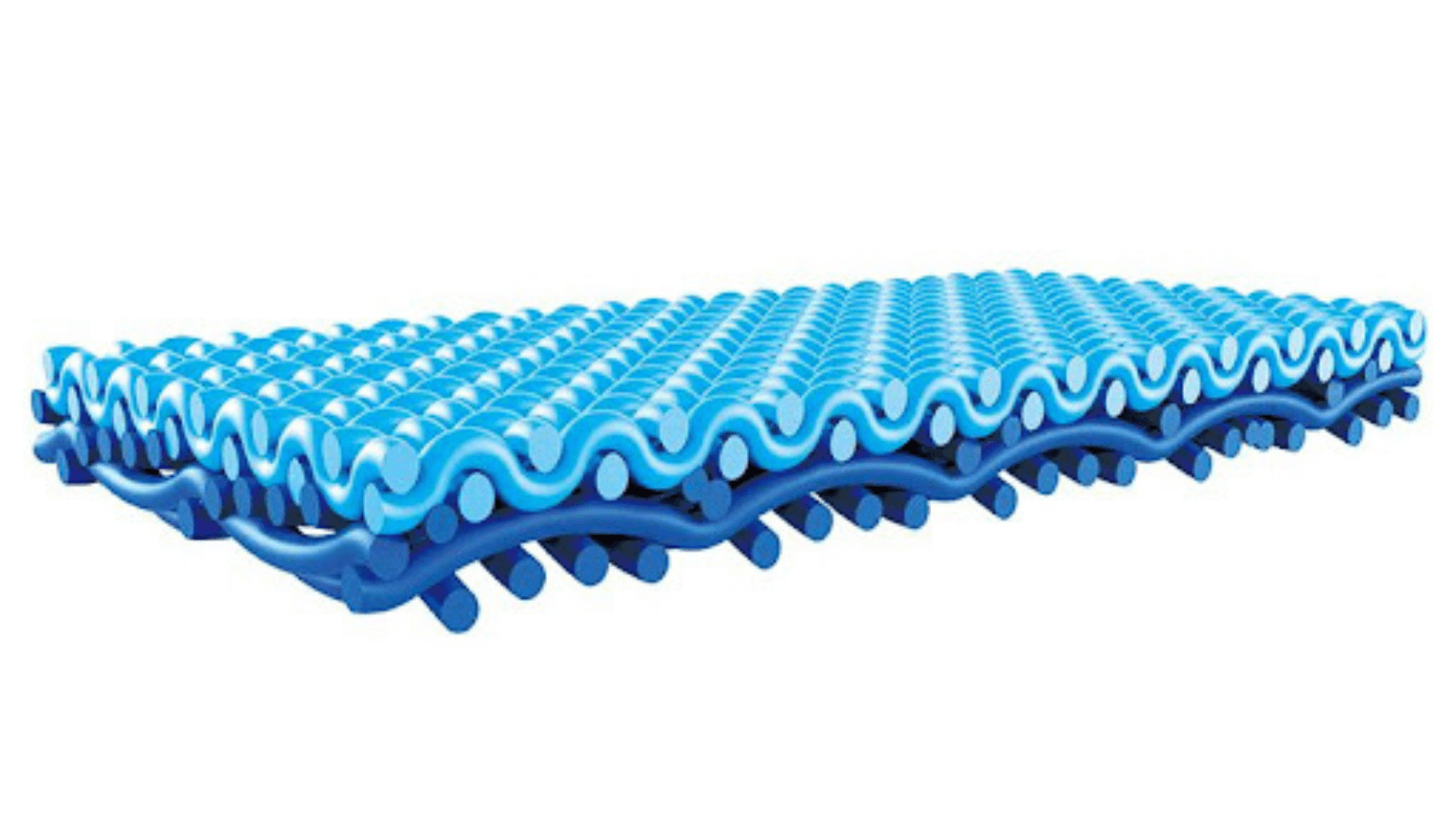
3. Analyze fabric construction
3.1 Break Down Forming Wire Construction Elements (Key Factors in List Form)
Forming wire construction directly impacts performance—even small changes to weave or yarn can alter drainage, durability, and fiber support. Break down the components to evaluate systematically:
- Weave Pattern: Plain weaves offer uniform drainage but less durability, while twill weaves (common in packaging mills) provide better abrasion resistance. For tissue, a satin weave in the forming fabric creates a softer web surface.
- Yarn Diameter: Thicker yarns (1.2–1.5mm) enhance forming wire durability but may reduce fiber support; thinner yarns (0.8–1.0mm) improve FSI but wear faster. Choose based on your grade’s priority (e.g., thin yarns for tissue, thick for packaging).
- Layer Count: Single-layer forming fabric is cost-effective for simple grades (e.g., newsprint), while multi-layer designs (2–3 layers) offer superior strength and drainage control for high-grade paper.
Each element works in tandem—for example, a multi-layer twill forming wire balances durability and drainage, making it ideal for medium-volume printing paper mills.
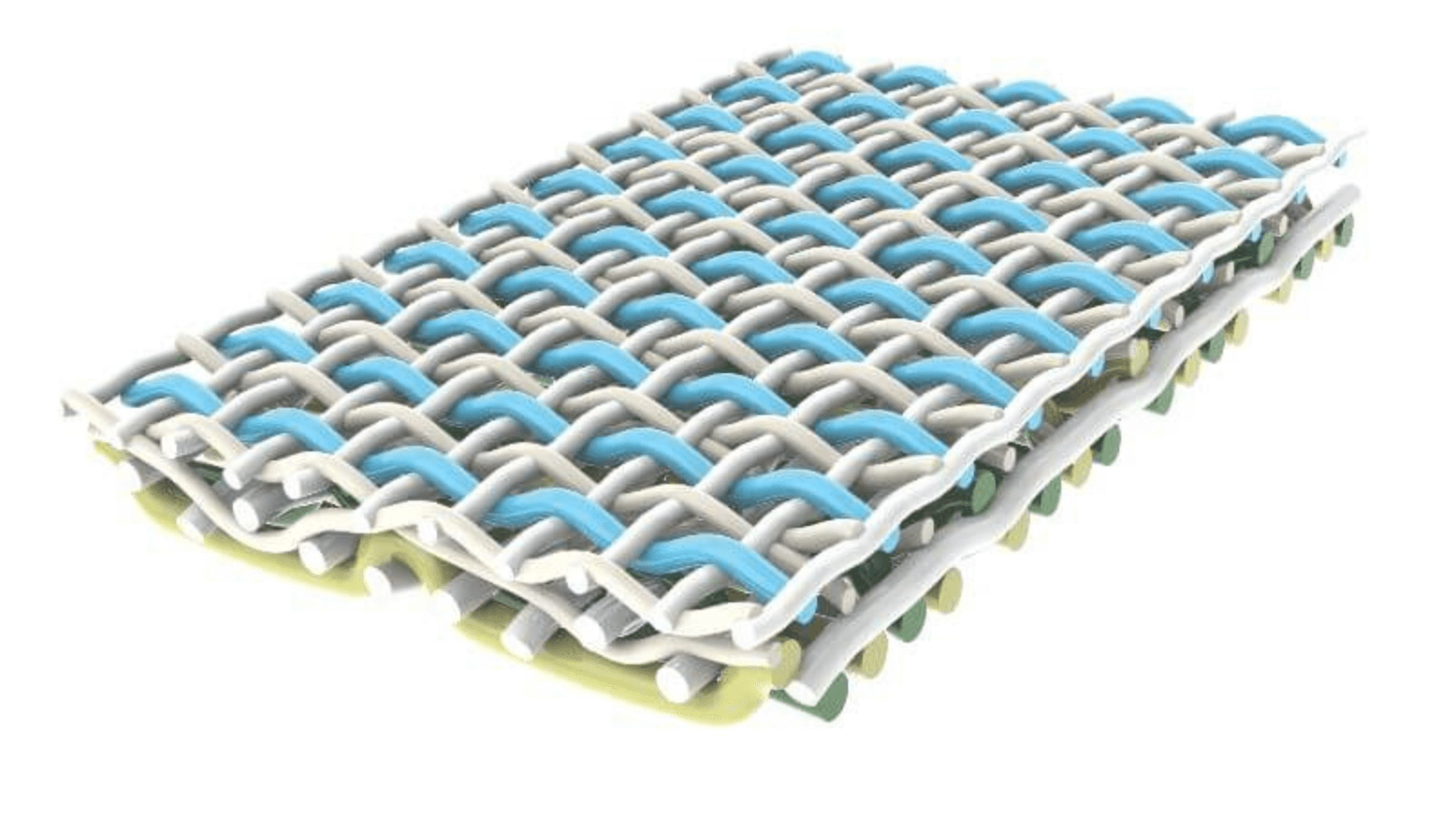
3.2 Evaluate Yarn Type (Monofilament vs. Multifilament) for Forming Mesh Performance
Yarn type is a hidden but critical construction factor that impacts forming mesh behavior. Here’s how the two main types compare:
- Polyester monofilament yarns: Stiffer, more durable, and easier to clean—ideal for high-speed mills (e.g., packaging) using polyester forming fabric. They maintain their shape under tension, reducing fabric stretch and extending lifespan by 30% vs. multifilament.
- Polyester multifilament yarns: Softer, more flexible, and better at fiber support—perfect for tissue or printing grades where web smoothness matters. A multifilament forming cloth minimizes fiber loss (boosting FSI) but may require more frequent cleaning to prevent clogging.
Avoid mixing yarn types unless your grade demands it—for example, a hybrid papermaking forming fabric (monofilament warp, multifilament weft) works for specialty grades like tea bags, but adds cost that’s unnecessary for standard paper.
3.3 Assess Fabric Porosity and Its Role in Drainage for Paper Forming Fabric
Porosity (the number of pores per square inch) directly controls Drainage Index (DI)—too high, and you lose fibers; too low, and production slows. For most grades:
- High porosity (2,000–3,000 pores/in²): Suitable for packaging paper, where fast drainage (high DI) is critical. A high-porosity forming wire reduces press section moisture, cutting drying energy costs by 15–20%.
- Medium porosity (1,500–2,000 pores/in²): Ideal for printing paper, balancing DI and FSI to prevent fiber loss while maintaining speed.
- Low porosity (800–1,500 pores/in²): Best for tissue, where fine fibers need maximum support. A low-porosity forming mesh ensures softness but requires careful tension control to avoid slow drainage.
Measure porosity using a standard test (e.g., TAPPI T251) to ensure your paper forming fabric matches your grade’s needs—never rely on supplier claims alone.
4. Compare fabric construction and material options
4.1 Evaluate Forming Cloth Construction vs. Material Performance Tradeoffs
Once you’ve analyzed construction, compare it to material options—most mills rely on polyester forming fabric for its unbeatable balance of durability and cost. Here’s how materials stack up against common constructions:
- Polyester: The gold standard for forming cloth—resists chemicals, retains shape at high temperatures, and works with all weave patterns. A multi-layer polyester papermaking forming fabric lasts 3–6 months longer than nylon alternatives, reducing replacement frequency.
- Nylon: Offers better flexibility than polyester but wears faster, making it suitable only for low-speed mills (e.g., small-scale specialty paper). Avoid nylon for high-abrasion applications like packaging.
- Blends (Polyester-Nylon): Provide a middle ground, but often cost more than pure polyester without matching its lifecycle value.
When comparing constructions, ask: Does a single-layer polyester forming fabric meet my durability needs, or do I need a multi-layer design? Prioritize materials that align with your mill’s speed and grade to avoid overpaying for unnecessary features.
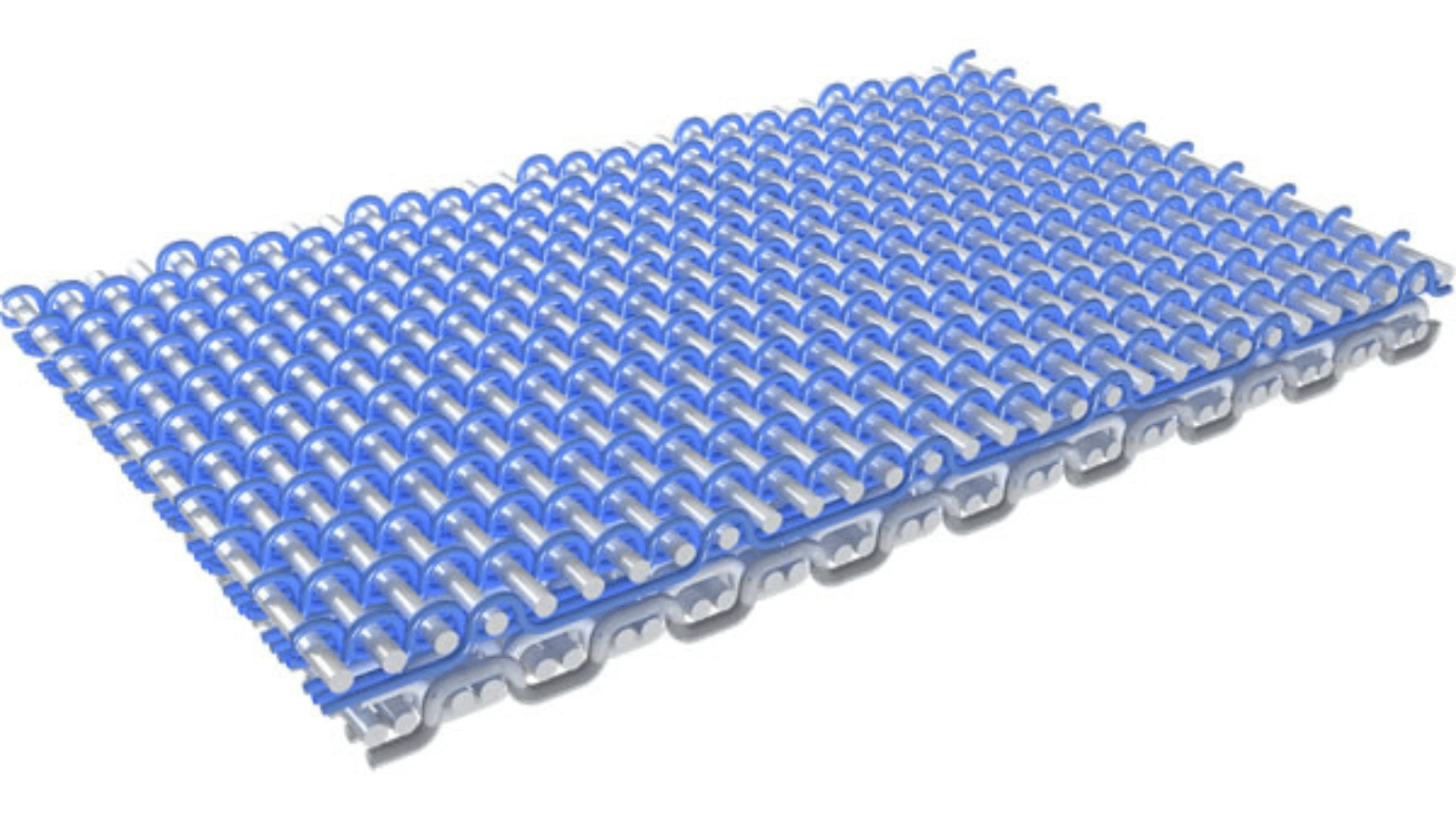
4.2 Compare Single-Layer vs. Multi-Layer Forming Fabric for Different Mill Scenarios
The choice between single-layer and multi-layer forming fabric depends on your mill’s speed, grade, and cost goals. Use this scenario-based guide:
- Single-layer: Best for low-to-medium speed mills (≤800 m/min) producing simple grades (e.g., newsprint, uncoated packaging). Advantages: Lower upfront cost, faster installation, and easier cleaning. Disadvantages: Less durability (replaced every 3–4 months) and limited drainage control. A single-layer forming wire works if your mill prioritizes cost over long-term uptime.
- Multi-layer (2–3 layers): Ideal for high-speed mills (>1,000 m/min) or premium grades (e.g., coated printing paper, heavy-duty corrugated). The top layer (weft) enhances fiber support, while the bottom layer (warp) boosts durability.
- Advantages: Longer lifespan (6–12 months), better DI/FSI balance, and reduced fiber loss.
- Disadvantages: Higher upfront cost (2x single-layer) and longer installation time. For example, a multi-layer polyester forming fabric is worth the investment for a packaging mill running 24/7—its longer lifespan cuts downtime by 50% annually.
4.3 Calculate Cost-Performance Ratio for Material-Construction Combinations
Don’t just compare upfront costs—calculate the cost-performance ratio (total cost ÷ months of use) to find the best value.
For example:
- Option 1: Single-layer nylon forming mesh: 500,lasts 2 months→250/month.
- Option 2: Single-layer polyester forming fabric: 800,lasts 4 months→200/month.
- Option 3: Multi-layer polyester forming fabric: 1,800,lasts 9 months→200/month.
While Option 3 has a higher upfront cost, it matches Option 2’s monthly cost and offers better performance (higher DI/FSI) for premium grades. For a mill producing coated paper, Option 3 is the best choice—its performance benefits (e.g., 10% faster production) add $5,000+/month in revenue, far outweighing the cost. Always factor in performance gains when calculating ratio—cheaper forming cloth may cost more in lost production.
5. Balance Drainage Index (DI) with Fiber Support Index (FSI)
5.1 Optimize DI and FSI for Consistent Paper Forming Fabric Performance
The biggest challenge in forming fabric selection is balancing Drainage Index (DI) (how quickly water exits the pulp) and Fiber Support Index (FSI) (how well fibers are held in the web). A mismatch here causes either slow production (low DI) or poor quality (low FSI).
Use the DI-FSI Balance Zone (Chart 1) to guide choices:
- High DI, Low FSI: Risks fiber loss and uneven web formation (common with overly open forming mesh). Fix: Choose a finer weave or multi-layer paper forming fabric to boost FSI.
- Low DI, High FSI: Slows production and increases drying energy costs (common with tight-weave forming wire). Fix: Opt for a twill weave or larger yarn diameter to improve DI.
The sweet spot? A papermaking forming fabric that delivers DI and FSI values matching your grade’s needs—e.g., DI 8–10 and FSI 7–9 for standard printing paper.
5.2 Use Testing Tools to Measure DI and FSI Accurately for Forming Section Fabric
Accurate measurement is key to balancing DI and FSI—reliable tools prevent guesswork.
For Drainage Index (DI):
- Use a Dynamic Drainage Jar (DDJ) (TAPPI T261) to simulate real-mill drainage conditions. Test your pulp with sample forming fabric swatches to see how quickly water drains—aim for a DI value within your grade’s target range (e.g., 9–11 for packaging).
- For on-machine measurement, install a drainage sensor (e.g., from Honeywell or ABB) that tracks water removal in real time—this helps you adjust fabric tension to optimize DI during production.
For Fiber Support Index (FSI):
- Conduct a fiber retention test (TAPPI T261) by collecting white water from the forming section and measuring fiber content. A high FSI means <3% fiber loss for printing grades.
- Use a web uniformity scanner to check for thin spots (indicators of low FSI)—a quality forming section fabric will produce a web with <2% thickness variation.
Testing ensures you don’t rely on supplier specs alone—you’ll know exactly how a forming fabric performs with your pulp.
5.3 Adjust Fabric Parameters to Fine-Tune DI-FSI Balance for Specific Grades
If your initial forming fabric choice is slightly off-balance, tweak parameters to fix it—no need for full replacement. Common adjustments include:
- Tension: Increasing tension on a forming wire tightens the weave, reducing porosity and boosting FSI (good for low FSI/high DI issues). Decreasing tension opens the weave, improving DI (ideal for low DI/high FSI problems). Always stay within the manufacturer’s tension limits (e.g., 5–7 kN/m for polyester) to avoid fabric damage.
- Weave Modification: For custom orders, ask your supplier to adjust the weave—e.g., adding 5% more weft yarns to a plain-weave forming mesh boosts FSI by 10% without drastically reducing DI.
- Yarn Coating: A thin polymer coating on yarns reduces porosity slightly, improving FSI for tissue grades. This is a cost-effective fix (adds 50–100 to fabric cost) vs. buying a new forming cloth.
For example, a tissue mill with a forming fabric that had high DI (12) but low FSI (5) adjusted tension from 5 kN/m to 6.5 kN/m, raising FSI to 7 while keeping DI at 10—perfect for their grade.
6. Evaluate durability and lifecycle costs
6.1 Calculate Lifecycle Costs of Papermaking Forming Fabric Beyond Initial Price
Don’t let initial cost drive your choice—lifecycle costs (initial price + replacement + downtime + maintenance) are far more critical for long-term profitability. A cheap forming fabric may need replacement every 2 months, while a durable polyester option lasts 6 months—even at 50% higher upfront cost, it cuts lifecycle costs by 30%.
Key durability metrics to track:
- Abrasion Resistance: How well the forming section fabric withstands contact with machine rolls (polyester scores highest here).
- Tensile Strength: Ability to maintain shape under tension (multi-layer designs outperform single-layer).
- Chemical Resistance: Resistance to pulp chemicals (polyester resists acids and alkalis better than nylon).
For example, a packaging mill using a high-durability polyester forming fabric reduces downtime by 40 hours annually—translating to $10,000+ in saved production time. Always ask: What’s the expected lifespan of this forming cloth, and how often will it require maintenance?

6.2 Assess Maintenance Requirements to Avoid Hidden Lifecycle Costs
Maintenance adds to lifecycle costs—choose a forming fabric that minimizes upkeep. Compare options using these criteria:
- Cleaning Frequency: A forming wire with smooth monofilament yarns needs cleaning once per week, while a multifilament option may require daily cleaning (to prevent fiber buildup). Daily cleaning adds 2 hours/week of labor—costing $5,000+/year for a 2-person team.
- Repair Needs: Multi-layer forming fabric is easier to repair (e.g., patching small tears) than single-layer, which often needs full replacement for even minor damage. A single repair costs 200–300 but extends fabric life by 1–2 months, saving 500–800 in replacement costs.
- Storage Requirements: Nylon forming mesh needs climate-controlled storage (to avoid moisture damage), while polyester can be stored in standard warehouses. Climate control adds $100/month in storage costs—avoid this by choosing polyester.
For example, a mill using a low-maintenance polyester papermaking forming fabric saves $8,000/year in labor and storage costs vs. a high-maintenance nylon option.
6.3 Compare Durability of Polyester Forming Fabric vs. Other Materials
Polyester is the most durable material for forming fabric—here’s how it stacks up against alternatives in real-mill conditions (see Table 2):
| Material | Average Lifespan (Packaging Mills) | Abrasion Resistance (1–10 Scale) | Chemical Resistance | Cost per Month |
|---|---|---|---|---|
| Polyester | 6–8 months | 9 | Excellent | \(200–\)250 |
| Nylon | 2–4 months | 6 | Good | \(150–\)200 |
| Polyester-Nylon Blend | 4–5 months | 7 | Very Good | \(220–\)270 |
Polyester’s longer lifespan and lower maintenance needs make it the most cost-effective choice for 90% of mills. Even for specialty grades (e.g., low-speed specialty paper), a polyester forming cloth often outperforms nylon—its durability means fewer replacements, even at lower speeds.
7. Field trials, monitoring, and adjustments
7.1 Conduct Rigorous Field Trials for Forming Section Fabric Validation (Step-by-Step Process)
Even the best lab data can’t replace real-world testing—field trials ensure your forming section fabric performs as expected. Follow this structured approach:
- Install the trial fabric in identical conditions: Test only one variable at a time (e.g., same machine, same paper grade) to isolate performance. Use a baseline forming fabric (your current option) for direct comparison.
- Monitor key metrics daily: Track DI, FSI, fiber loss (via white water analysis), and fabric wear (using calipers to measure thickness). Log data in a shared dashboard for your team to review.
- Make minor adjustments: If drainage is slow, tweak fabric tension (within manufacturer guidelines); if fiber loss is high, check for misalignment between the forming mesh and suction boxes.
- Compare trial results to goals: After 2–4 weeks, assess if the trial forming wire meets your performance targets. For example, if it boosts production speed by 10% without reducing quality, it’s a viable option.
Field trials prevent costly mistakes—never skip this step, even if a supplier guarantees performance.
7.2 Design a Long-Term Monitoring Plan for Forming Mesh Performance
Trials are just the start—long-term monitoring ensures your forming mesh maintains performance over its lifespan. Create a plan with these elements:
- Weekly Checks: Inspect the forming fabric for wear (e.g., frayed edges, thinning), measure tension, and test DI/FSI. Use a checklist to ensure consistency—e.g., “Check weft yarn thickness at 3 points on the fabric weekly.”
- Monthly Reports: Compile data (e.g., average DI, fiber loss, downtime) to identify trends. If DI drops by >5% in a month, investigate (e.g., is the fabric clogged? Is tension off?).
- Preventive Maintenance Triggers: Set thresholds for action—e.g., “Replace the forming wire when thickness drops by 15%” or “Clean the fabric if fiber loss exceeds 3%.”
A mill using this plan extended the lifespan of its polyester forming fabric by 1 month (from 6 to 7 months) by catching tension issues early—saving $800 in replacement costs.
7.3 Develop Adjustment Strategies for Common Forming Fabric Performance Issues
Even with careful selection, forming fabric performance can shift—have strategies ready to fix common problems:
- Slow Drainage (Low DI):
- Check for fabric clogging—clean with a high-pressure washer (avoid harsh chemicals that damage polyester).
- Reduce tension slightly (by 5–10%) to open the weave—test DI after adjustment.
- Inspect suction boxes for blockages—clear debris to improve water removal.
- High Fiber Loss (Low FSI):
- Increase tension (within limits) to tighten the weave—boosts fiber support.
- Add a temporary fiber retention aid (e.g., polyacrylamide) while adjusting the fabric—reduces loss during tweaks.
- Check for fabric misalignment—even 1° of skew can cause uneven fiber distribution.
- Premature Wear:
- Inspect machine rolls for uneven surfaces—replace or grind rolls to prevent excess abrasion.
- Adjust fabric tracking to ensure even contact with rolls—reduces localized wear.
- These strategies resolve 80% of performance issues without replacing the forming cloth, saving you time and money.

Conclusion
Choosing the right forming fabric—whether you call it forming mesh, forming wire, or forming cloth—is a process that ties together product goals, paper grade needs, and real-world performance. By following these 7 steps (with their detailed sub-steps), you’ll select a paper machine forming fabric that boosts efficiency, improves paper quality, and cuts lifecycle costs. Remember: the best papermaking forming fabric isn’t the most expensive or the most popular—it’s the one tailored to your mill’s unique needs, from grade requirements to long-term operational plans.
As a leading Chinese manufacturer of paper machine fabrics and polyester filter belts, Keylife understands the challenges mill engineers face. We don’t just sell forming fabric—we work with you to:
- Analyze your paper grade, performance goals, and lifecycle cost targets
- Recommend customized polyester forming fabric or forming section fabric designs (e.g., multi-layer twill for packaging, satin-weave for tissue)
- Support field trials with sample fabrics and on-site monitoring tools
- Provide maintenance guides to extend your papermaking forming fabric lifespan
Ready to optimize your forming section? Contact Keylife today at info@klfabric.com or +86-13710317087, or visit our website (www.keylife-fabrics.com) to request a free sample and DI/FSI testing kit for your pulp.
FAQs
Q1: What’s the difference between “forming fabric,” “forming mesh,” and “forming wire”?
These terms are mostly synonyms—forming fabric is the industry standard term, while forming mesh sometimes refers to finer-weave options (e.g., for tissue), and forming wire may describe thicker, more durable designs (e.g., for packaging). At Keylife, we use these terms interchangeably to match your mill’s vocabulary. For example, if you refer to “forming wire” for your packaging line, we’ll use that term in our quotes and support materials.
Q2: How long does a typical paper machine forming fabric last?
Lifespan depends on grade, speed, and material:
- Polyester forming fabric: 4–8 months (packaging mills) or 6–12 months (tissue mills)
- Nylon forming mesh: 2–4 months (low-speed specialty mills)
Proper maintenance (e.g., regular cleaning, correct tension) can extend lifespan by 20–30%. Keylife’s premium polyester forming section fabric averages 7–9 months for packaging mills—30% longer than standard polyester options.
Q3: Can Keylife customize forming fabric for my unique paper grade?
Absolutely. We design custom forming cloth solutions to match your specific DI/FSI needs, machine speed, and paper grade. For example:
- We created a 3-layer polyester forming fabric for a tissue mill that boosted softness by 15% (meeting their retail client’s standards) while maintaining a DI of 9.
- For a coated paper mill, we modified yarn diameter to increase FSI by 12%, reducing fiber loss and improving print opacity.
Share your grade specs, machine details, and performance goals with our team—we’ll provide a custom quote and sample within 5 business days.